

Rebabas en el borde de la pieza de trabajo durante el corte por láser
Al cortar acero al carbono con láser, a veces aparecen rebabas en el borde de la pieza de trabajo, lo que hace que la superficie no parezca lisa y algunas también son difíciles de eliminar, principalmente debido a los siguientes puntos:
1. La posición superior e inferior del enfoque láser no es correcta, es necesario realizar la prueba de posición del enfoque, de acuerdo con el desplazamiento del enfoque para ajustar;
2. la selección de la boquilla no es adecuada, reemplace la boquilla;
3. la pureza y la presión del gas de corte no son suficientes, es necesario proporcionar gas de trabajo de corte de alta calidad y agregar presión atmosférica;
4. Si corta un cuadrilátero, adyacente a los dos lados de la rebaba, indica que el centro de la trayectoria óptica está desplazado, para volver a enseñar la trayectoria óptica desde la boquilla fuera del punto central; si los dos lados paralelos de la rebaba, lo que indica que el cabezal láser instalado en la máquina herramienta tiene problemas de perpendicularidad, puede enseñarle al cabezal láser de acuerdo con la dirección de la rebaba del lado paralelo de la instalación de la perpendicularidad; verifique la redondez de la boca de la boquilla si la boca de la boquilla ha cambiado, debe asegurarse de que la redondez de la boca de la boquilla sea un círculo completo.
En segundo lugar, corte de la placa de corte por láser.
1. La caída de potencia del láser o el envejecimiento de la lámpara hacen que la energía del rayo láser no sea suficiente, lo que provoca que la muestra se corte. Es necesario ajustar la potencia del láser para reemplazar la lámpara del generador láser;
2. la velocidad de corte es demasiado rápida, según el grosor de la placa de corte para elegir la velocidad de corte adecuada;
3. Verifique si la presión de aire de salida de la válvula proporcional y la presión de aire de corte configurada por la computadora superior son consistentes, si el medidor de oxígeno está en la indicación de 10 kg;
4. compruebe si hay daños en la lente protectora y reemplace la lente protectora;
5. la posición de enfoque no es apropiada, según el tipo de espesor de la placa para ajustar la posición de enfoque;
6. En las lentes protectoras, la velocidad de corte y la presión del aire no son un problema bajo la premisa de verificar la interfaz de fibra óptica. Si la interfaz de fibra óptica no es un problema, verifique que las lentes colimadoras del cabezal de corte láser y las lentes de enfoque estén dañadas. , si hay daños, reemplácelo a tiempo.
En tercer lugar, rugosidad de la superficie de la placa de corte por láser.
Para acero al carbono: la textura de la superficie superior es demasiado áspera, el enfoque de corte alejado de la placa está demasiado lejos debido a la necesidad de ajustar el enfoque más cerca; la superficie inferior es demasiado rugosa; la presión del gas de corte es demasiado grande; reduzca la presión de corte del gas; la textura general es demasiado áspera y la velocidad de corte es demasiado lenta; mejore la velocidad de corte.
Cuarto, el procesamiento de corte por láser en la alineación se compensa fácilmente
Causas de fallas
1. la fibra óptica está suelta.
2. Problemas con el módulo de alineación.
3. Cuerpo cerámico suelto.
4. Boquilla suelta.
Programa de resolución de problemas
1. Compruebe si la fibra óptica está bloqueada.
2. Comuníquese con el fabricante del cabezal de corte.
3. Compruebe si el cuerpo cerámico y el bloqueo de la boquilla están flojos y es necesario volver a reforzarlos.
Quinto, la alarma de enclavamiento de fibra óptica.
Causas de fallas
1. la fibra óptica no está instalada en su lugar.
2. Problemas de contacto interno de QBH.
3. Problemas con el conector de fibra láser.
Programa de resolución de problemas
1. Vuelva a bloquear la fibra óptica según las instrucciones del cabezal de corte.
2. Póngase en contacto con el fabricante del cabezal de corte para solucionar el problema.
3. Póngase en contacto con el fabricante del láser para solucionar el problema.
Efecto de corte anormal
Causas de fallas
1. La llamada a los parámetros de corte es correcta.
2. El ajuste del enfoque de corte es correcto.
3. Problema con la fuente de gas de corte.
4. Problema con la lente del cabezal de corte.
Programa de resolución de problemas
1. Verifique los parámetros de corte y la posición del enfoque de corte.
2. Compruebe si el gas es suficiente y la pureza del gas.
De acuerdo con el gas de corte seleccionado (O2, N2) para observar el cilindro de gas en el manómetro de gas, como el oxígeno, es necesario garantizar que aproximadamente 10 kg, verifique que el valor del voltaje de salida del gas del sistema de corte corresponda al valor de la válvula proporcional de gas. En la pantalla, generalmente 10 V corresponden a 10 kg; El nitrógeno debe ajustarse según el grosor de la placa de corte. Puede comprobarse la pureza comprobando que la etiqueta del cilindro cumpla con una pureza del 99,9% o más. Si el uso de corte con nitrógeno también se puede detectar cortando la cara del extremo de acero inoxidable, la pureza del amarilleo de la cara del extremo es baja, es necesario reemplazar inmediatamente el gas de alta pureza.
3. Saque las lentes protectoras para comprobar si hay contaminación; se requiere contaminación para limpiar las lentes.
4. De acuerdo con el tercer programa de solución de problemas en el enfoque para verificar las lentes internas del cabezal de corte, la cara del extremo de la fibra óptica es normal, por ejemplo, la posición no es correcta, entonces es necesario ajustarla a la posición correcta.
Siete, el dial de enfoque no se puede ajustar
Causas de fallas
1. Proceso de enfoque más allá del trazo de enfoque.
2. El daño del anillo de sellado de la posición del asiento de la lente protectora causado por el gas auxiliar en el módulo de enfoque y la lente protectora entre ellos.
Programa de resolución de problemas
1. verifique si se ha excedido el rango de enfoque, por ejemplo, más allá del rango de enfoque, primero puede cortar la cabeza en el lado izquierdo de la instalación de la posición del amplificador de señal de los tornillos de bloqueo aflojados una vuelta y luego intentar ajustar y vuelva a apretar los tornillos.
2. Verifique si el anillo de sellado con el anillo de acero debajo de la lente protectora está dañado; si está dañado, debe reemplazar el anillo de sellado.
Ocho, alarma anormal del valor de capacitancia
Causas de fallas
1. Daños en el cuerpo cerámico, sueltos.
2. La boquilla está dañada, suelta.
3. El conector de la boquilla se daña por contacto.
4. Problema en la línea de señal.
Programa de resolución de problemas
1. Verifique si el cuerpo cerámico y la boquilla están dañados o flojos, si están dañados o flojos, luego reemplácelos y fortalézcalos.
2. Se retiran el cuerpo cerámico y la boquilla, verifique que los contactos de la posición de montaje del cuerpo cerámico del cabezal de corte estén dañados; si están dañados, debe comunicarse con el proveedor para obtener un reemplazo.
3. Compruebe si la línea de señal está desconectada.
Si no hay daños evidentes, puede utilizar un multímetro bajo la dirección de ingenieros de posventa y luego realizar comprobaciones específicas.
Nueve, la temperatura de la boquilla de procesamiento es demasiado alta
Causas de fallas
1. Desplazamiento de alineación.
2. Contaminación de la lente protectora.
3. Contaminación de lentes de enfoque o lentes colimadores.
4. contaminación de la fibra óptica.
Programa de resolución de problemas
1. Verifique si la alineación está desplazada; de ser así, realice ajustes.
2. Retire la lente protectora, tenga en cuenta que el asiento del espejo protector debe retirarse después de usar la posición de fuga del cabezal de corte del sello de papel, no retire el asiento del espejo protector después de soplar. Si la lente protectora está contaminada, es necesario limpiarla.

3. Verifique la óptica interna del cabezal de corte.
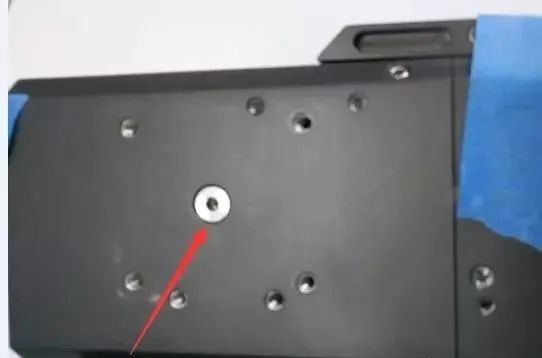
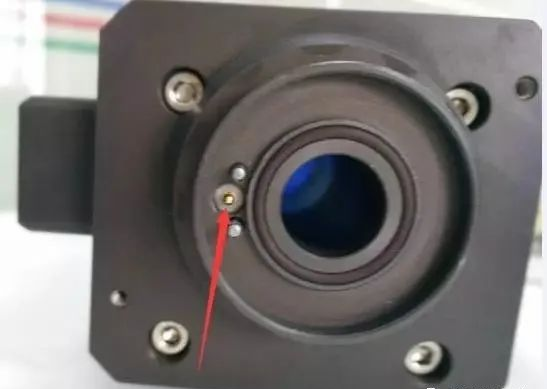
Levante el cabezal de corte a la posición más alta, abra la luz roja, desenrosque la boquilla, en el cuerpo cerámico en el extremo inferior de la posición de 20-40 mm dentro del alcance de colocar un trozo de papel blanco, mueva hacia arriba y hacia abajo para observar el Uniformidad de la distribución de la luz roja. Observe la luz roja, intente cubrir la periferia de la luz roja, para asegurar un cierto contraste, se puede observar más claramente. Si hay puntos negros obvios, puede juzgar que el enfoque interno o la lente de colimación o la cara del extremo de la fibra óptica están contaminados, esto deberá comunicarse con los ingenieros del servicio posventa para guiar el procesamiento, no desmonte el cabezal del láser sin autorización y No continúe usándolo, para no causar daños mayores.









{kind=link}