

Grat an der Werkstückkante beim Laserschneiden
Beim Laserschneiden von Kohlenstoffstahl treten manchmal Grate an der Kante des Werkstücks auf, wodurch die Oberfläche nicht glatt erscheint, und einige sind auch schwer zu entfernen, hauptsächlich aufgrund der folgenden Punkte:
1. Die obere und untere Position des Laserfokus ist nicht korrekt. Sie müssen den Fokuspositionstest durchführen, um den Versatz des Fokus anzupassen.
2. Die Düsenauswahl ist nicht geeignet. Ersetzen Sie die Düse.
3. Die Reinheit und der Druck des Schneidgases reichen nicht aus. Sie müssen hochwertiges Schneidarbeitsgas bereitstellen und Atmosphärendruck hinzufügen.
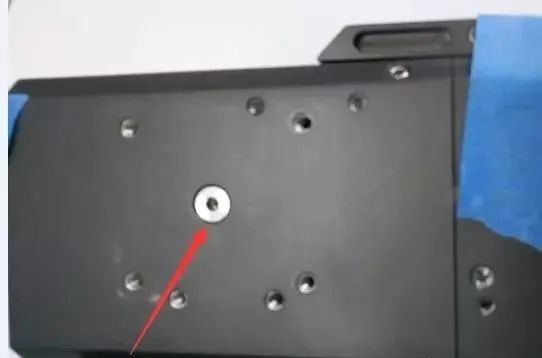
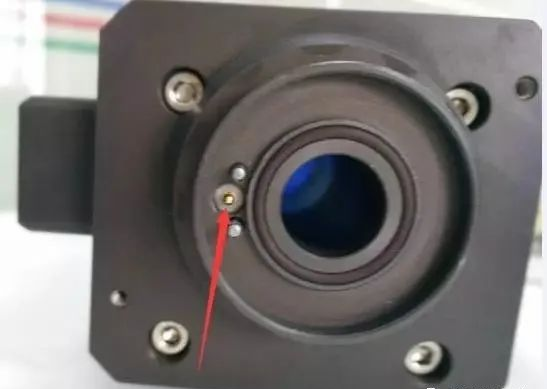
4. Wenn Sie ein Viereck schneiden und an die beiden Seiten des Grats angrenzen, geben Sie an, dass die Mitte des optischen Pfades versetzt ist, um den optischen Pfad von der Düse aus dem Mittelpunkt neu zu lehren. Wenn die parallelen beiden Seiten des Grats, was darauf hinweist, dass der an der Werkzeugmaschine installierte Laserkopf Probleme mit der Rechtwinkligkeit hat, können Sie dem Laserkopf entsprechend der Richtung des Grats der parallelen Seite der Installation die Rechtwinkligkeit beibringen; Bitte überprüfen Sie die Rundheit der Düsenmündung, ob sich die Düsenmündung verändert hat. Stellen Sie sicher, dass die Rundheit der Düsenmündung einen vollen Kreis darstellt.
Zweitens wird die Laserschneidplatte durchgeschnitten
1. Der Laserleistungsabfall oder die Alterung der Lampe führen dazu, dass die Laserstrahlenergie nicht ausreicht, was dazu führt, dass die Probe durchschneidet. Zum Austausch der Lasergeneratorlampe muss die Laserleistung angepasst werden.
2. Die Schnittgeschwindigkeit ist zu hoch. Wählen Sie je nach Dicke der Schneidplatte die geeignete Schnittgeschwindigkeit.
3. Überprüfen Sie, ob der Ausgangsluftdruck des Proportionalventils und der vom oberen Computer eingestellte Schneidluftdruck konsistent sind und ob das Sauerstoffmessgerät die 10-kg-Anzeige anzeigt.
4. Überprüfen Sie, ob die Schutzlinse beschädigt ist, und ersetzen Sie die Schutzlinse.
5. Die Fokusposition ist je nach Art der Plattendicke nicht geeignet, um die Fokusposition anzupassen.
6. Unter der Voraussetzung, dass die Glasfaserschnittstelle überprüft wird, stellen die Schutzlinsen und die Schnittgeschwindigkeit und der Luftdruck kein Problem dar. Wenn die Glasfaserschnittstelle kein Problem darstellt, überprüfen Sie bitte, ob die Kollimationslinsen und Fokussierlinsen des Laserschneidkopfs beschädigt sind , wenn es Schäden gibt, ersetzen Sie es bitte rechtzeitig.
Drittens: Oberflächenrauheit der Laserschneidplatte
Bei Kohlenstoffstahl: Die Textur der oberen Oberfläche ist zu rau. Der Schneidfokus ist zu weit von der Platte entfernt, da der Fokus näher eingestellt werden muss. Die untere Oberfläche ist zu rau. Der Schneidgasdruck ist zu groß. Reduzieren Sie den Schneidgasdruck. Die Gesamttextur ist zu rau. Die Schnittgeschwindigkeit ist zu langsam. Verbessern Sie die Schnittgeschwindigkeit.
Viertens lässt sich die Laserschneidbearbeitung in der Ausrichtung leicht versetzen
Fehlerursachen
1. Die Glasfaser ist locker.
2. Probleme mit dem Ausrichtungsmodul.
3. Keramikkörper lose.
4. Düse lose.
Programm zur Fehlerbehebung
1. Prüfen Sie, ob der Lichtwellenleiter verriegelt ist.
2. Wenden Sie sich an den Hersteller des Schneidkopfes.
3. Überprüfen Sie, ob der Keramikkörper und die Düsenverriegelung, wenn sie locker sind, erneut verstärkt werden müssen.
Fünftens der Glasfaser-Interlock-Alarm
Fehlerursachen
1. Der Lichtwellenleiter ist nicht installiert.
2. QBH-interne Kontaktprobleme.
3. Probleme mit dem Laserfaser-Anschluss.
Programm zur Fehlerbehebung
1. Verriegeln Sie den Lichtwellenleiter erneut gemäß den Anweisungen des Schneidkopfes.
2. Wenden Sie sich an den Hersteller des Schneidkopfes
3. Wenden Sie sich an den Laserhersteller
Ungewöhnlicher Schneideffekt
Fehlerursachen
1. Der Aufruf der Schnittparameter ist korrekt.
2. Die Schnittfokuseinstellung ist korrekt.
3. Problem mit der Schneidgasquelle.
4. Problem mit der Schneidkopflinse.
Programm zur Fehlerbehebung
1. Überprüfen Sie die Schnittparameter und die Schnittfokusposition.
2. Prüfen Sie, ob das Gas ausreichend ist, Gasreinheit.
Entsprechend dem ausgewählten Schneidgas (O2, N2) muss die Gasflasche auf dem Gasdruckmesser beobachtet werden, z. B. Sauerstoff, um sicherzustellen, dass etwa 10 kg vorhanden sind. Überprüfen Sie, ob der Ausgangsgasspannungswert des Schneidsystems mit dem Wert des Gasproportionalventils übereinstimmt Anzeige, im Allgemeinen entsprechen 10 V 10 kg; Stickstoff muss entsprechend der Dicke der Schneidplatte angepasst werden. Durch Überprüfung des Zylinderetiketts kann eine Reinheit von 99,9 % oder mehr erreicht werden. Wenn die Verwendung von Stickstoffschneiden auch durch Schneiden der Edelstahlendfläche erkannt werden kann, ist die Reinheit der Endflächenvergilbung gering, und das hochreine Gas muss sofort ersetzt werden.
3. Nehmen Sie die Schutzlinsen heraus, um zu prüfen, ob Verschmutzungen vorliegen. Für die Linsenreinigung ist eine Verschmutzung erforderlich.
4. Gemäß dem dritten Fehlerbehebungsprogramm im Ansatz zur Überprüfung der internen Linsen des Schneidkopfes ist die Endfläche der Glasfaser normal, z. B. ist die Position nicht richtig, und muss dann auf die richtige Position eingestellt werden.
Sieben: Das Fokusrad lässt sich nicht verstellen
Fehlerursachen
1. Fokussierungsvorgang über den Fokussierhub hinaus.
2. Der Dichtungsring der Schutzlinsensitzposition wird durch Hilfsgas beschädigt, das in das Fokussierungsmodul und die Schutzlinse dazwischen gelangt.
Programm zur Fehlerbehebung
1. Überprüfen Sie, ob der Fokussierbereich überschritten wurde, z. B. außerhalb des Fokussierbereichs. Sie können zuerst den Kopf auf der linken Seite der Installation des Signalverstärkers abschneiden, indem Sie die Feststellschrauben um eine Umdrehung lösen und dann versuchen, ihn anzupassen und die Schrauben wieder festziehen.
2. Überprüfen Sie, ob der Dichtungsring mit Stahlring unter der Schutzlinse beschädigt ist. Wenn er beschädigt ist, müssen Sie den Dichtungsring ersetzen.
Acht, anormaler Kapazitätswertalarm
Fehlerursachen
1. Keramikkörper beschädigt, locker.
2. Die Düse ist beschädigt, locker.
3. Der Düsenanschluss ist beschädigt.
4. Problem mit der Signalleitung.
Programm zur Fehlerbehebung
1. Überprüfen Sie, ob der Keramikkörper und die Düse beschädigt oder locker sind. Wenn sie beschädigt oder locker sind, ersetzen Sie sie und verstärken Sie sie.
2. Entfernen Sie den Keramikkörper und die Düse. Überprüfen Sie, ob die Montagepositionskontakte des Keramikkörpers des Schneidkopfs beschädigt sind. Wenn diese beschädigt sind, müssen Sie sich für einen Ersatz an den Lieferanten wenden.
3. Prüfen Sie, ob die Signalleitung unterbrochen ist.
Wenn kein offensichtlicher Schaden vorliegt, können Sie unter Anleitung eines Kundendiensttechnikers ein Multimeter verwenden und anschließend gezielte Kontrollen durchführen.
Neuntens: Die Temperatur der Verarbeitungsdüse ist zu hoch
Fehlerursachen
1. Ausrichtungsversatz.
2. Verschmutzung der Schutzlinse.
3. Verschmutzung der Fokussierlinse oder der Kollimationslinse.
4. Verunreinigung der Glasfaser.
Programm zur Fehlerbehebung
1. Überprüfen Sie, ob die Ausrichtung versetzt ist. Wenn ja, nehmen Sie Anpassungen vor.
2. Nehmen Sie die Schutzlinsenprüfung heraus. Beachten Sie, dass der Schutzspiegelsitz nach der Verwendung der Leckageposition des Papierdichtungsschneidkopfs entfernt werden muss. Nehmen Sie den Schutzspiegelsitz nach dem Blasen nicht heraus. Wenn die Schutzlinse verschmutzt ist, muss sie gereinigt werden.

3. Überprüfen Sie die interne Optik des Schneidkopfes.
Heben Sie den Schneidkopf in die höchste Position, öffnen Sie das rote Licht, schrauben Sie die Düse ab, legen Sie ein Stück weißes Papier in den Keramikkörper am unteren Ende der 20-40-mm-Position und bewegen Sie sich auf und ab, um das zu beobachten Gleichmäßigkeit der Verteilung des roten Lichts. Beobachten Sie das rote Licht und versuchen Sie, die Peripherie des roten Lichts abzudecken, um einen bestimmten Kontrast zu gewährleisten und eine klarere Beobachtung zu ermöglichen. Wenn es offensichtliche schwarze Flecken gibt, können Sie davon ausgehen, dass die interne Fokussierungs- oder Kollimationslinse oder die Endfläche der Glasfaser verunreinigt ist. Dazu müssen Sie sich an die Kundendiensttechniker wenden, um die Verarbeitung zu leiten. Den Laserkopf nicht ohne Genehmigung zerlegen Verwenden Sie es nicht weiter, um keinen größeren Schaden zu verursachen.









{kind=link}